Hér er hvernig á að velja bita byggt á þremur grunnbitum: efni, húðun og rúmfræðilegum eiginleikum.
01, hvernig á að velja efni borunnar
Efni má gróflega skipta í þrjár gerðir: háhraðastál, kóbaltháhraðastál og solid karbíð.
Háhraðastál (HSS):
Háhraðastál hefur verið notað sem skurðarverkfæri í meira en öld síðan 1910. Það er mest notaða og ódýrasta skurðarverkfæri sem völ er á í dag.Háhraða stálbita er hægt að nota bæði á handbor og í stöðugra umhverfi eins og borvélum.Önnur ástæða fyrir endingu háhraðastáls getur verið sú að verkfæri þess, sem hægt er að skerpa ítrekað, eru nógu ódýr til að nota ekki bara sem bora heldur einnig sem beygjuverkfæri.
Kóbalt háhraðastál (HSSE):
Háhraðastál sem inniheldur kóbalt hefur betri hörku og rauða hörku en háhraðastál.Aukningin á hörku eykur einnig slitþol, en á sama tíma er nokkurri hörku fórnað.Eins og háhraðastál er hægt að slípa þau til að bæta notkun þeirra.

KARBÍÐ:
Sementað karbíð er samsett efni úr málmgrunni.Meðal þeirra er wolframkarbíð notað sem fylki og sum efni úr öðrum efnum eru notuð sem lím í gegnum röð flókinna ferla eins og heita isostatic pressu til sintunar.Í hörku, rauðri hörku, slitþol og öðrum þáttum samanborið við háhraða stál er mikil framför, en kostnaður við karbíðverkfæri er líka dýrari en háhraðastál.Sementkarbíð í líftíma verkfæra og vinnsluhraða en fyrri verkfæraefni hafa fleiri kosti, í endurteknu malaverkfærinu, þörfina fyrir fagleg malaverkfæri.
02, hvernig á að velja bitahúðina
Húðinni má gróflega skipta í eftirfarandi 5 gerðir eftir notkunarsviði.
Óhúðuð: Óhúðuð skurðarverkfæri eru ódýrust, venjulega notuð til að vinna úr ál, lágkolefnisstáli og öðrum mjúkum efnum.
Svart oxíðhúð: oxunarhúð getur veitt betri smurhæfni en óhúðuð verkfæri, hefur betri oxunarþol og hitaþol og getur bætt endingartíma meira en 50%.
Títannítríðhúð: Títannítríð er algengasta húðunarefnið, hentar ekki til vinnslu á mikilli hörku og háum vinnsluhitaefnum.
Títan kolefnisnítríð húð: Títan kolefni nítríð er þróað úr títan nítríði, hefur hærri hitaþol og slitþol, venjulega fjólublátt eða blátt.Notað á verkstæði Haas til að búa til verk úr steypujárni.
Ál nítríð títan húðun: húðun ál nítríð títan en öll ofangreind eru háhitaþolin, svo hægt er að nota við hærri klippa aðstæður.Svo sem eins og að vinna ofurblendi.Það hentar einnig til vinnslu á stáli og ryðfríu stáli, en vegna þess að það inniheldur álþætti munu efnahvörf eiga sér stað við vinnslu áls og því er nauðsynlegt að forðast vinnslu á efnum sem innihalda ál.
Almennt séð er kóbaltbora með títankarbónítríði eða títanítríðhúð hagkvæmari lausn.

03. Rúmfræðilegir eiginleikar borsins
Hægt er að skipta rúmfræðilegum eiginleikum í eftirfarandi þrjá hluta:
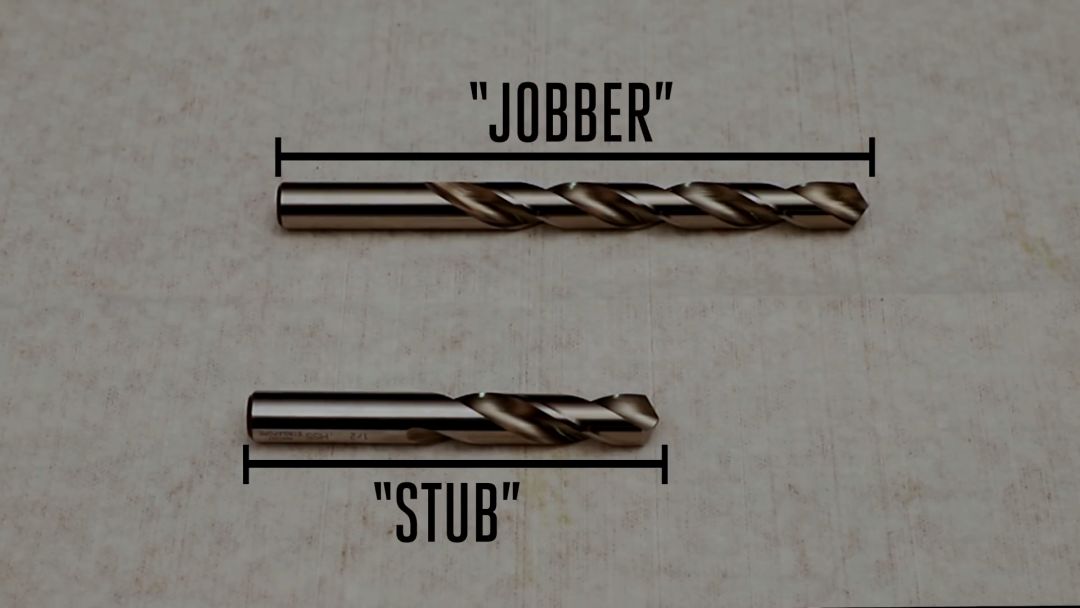
Lengdin
Hlutfall lengdar og þvermáls er kallað þvermálstvöföldun og því minni sem þvermálið er, því meiri stífni.Með því að velja bita með réttri brúnlengd til að fjarlægja flís og stystu framlengdina getur það bætt vinnslustífleika og þar með aukið endingu verkfæra.Ófullnægjandi kantlengd er líkleg til að skemma borann.
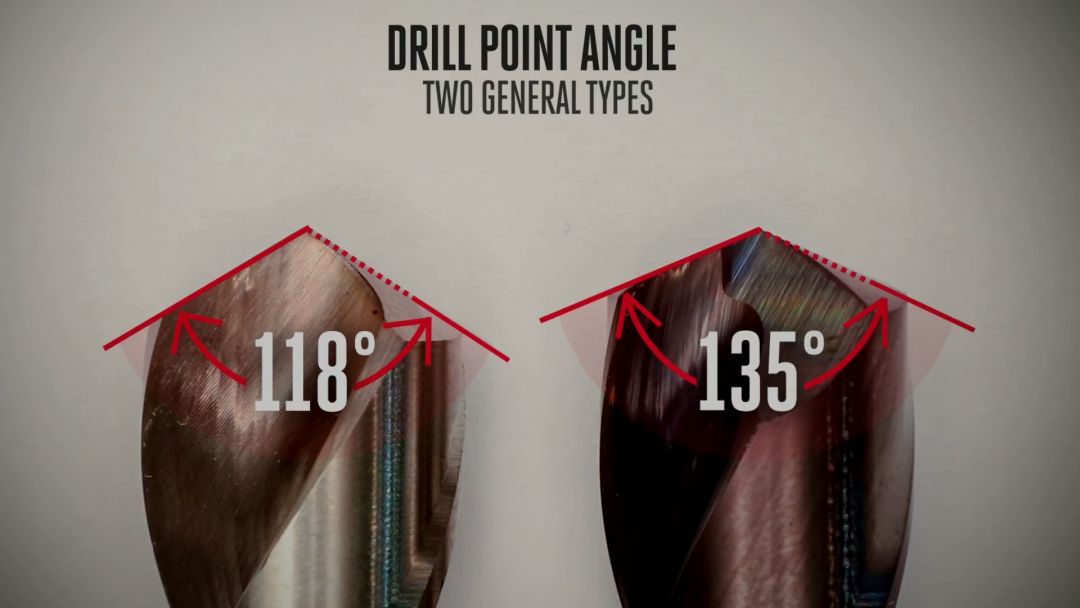
Boroddshorn
Borpunkturinn Horn 118° er líklega algengastur í vinnslu og er almennt notaður fyrir mjúka málma eins og mildt stál og ál.Þessi hornhönnun er venjulega ekki sjálfsmiðjand, sem þýðir að miðjugatið verður óhjákvæmilega að vinna fyrst.135° boroddshornið er venjulega sjálfmiðjandi, sem sparar mikinn tíma með því að útiloka þörfina á að vinna úr einni miðjuholu.
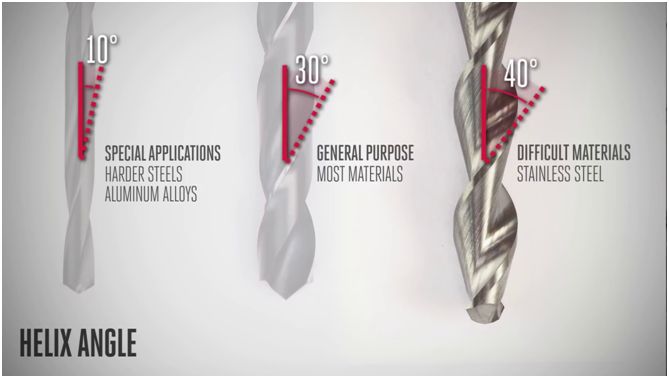
Spiral horn
30° spíralhorn er góður kostur fyrir flest efni.Hins vegar, fyrir umhverfi þar sem græðlingar eru betur fjarlægðar og skurðbrúnir eru sterkari, er hægt að velja smá með minni spíralhorn.Fyrir efni sem er erfitt að vinna eins og ryðfríu stáli er hægt að nota hönnun með stærri spíralhorni til að flytja tog.
Pósttími: Sep-01-2022